
 当前位置:
当前位置:


 热门推荐
热门推荐

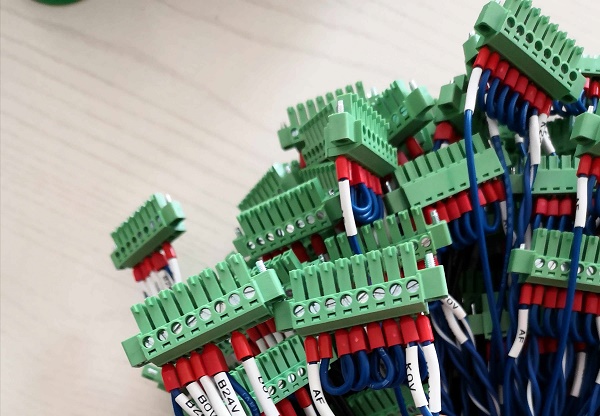



端子线束在作业时,需要注意左手拿线,数量不可以过多。右手的大拇指与食指捏到芯线头部到线身在30mm左右,全自动机将芯线平行放入切弹芯上,并且将芯线靠近左边的切弹芯,再将芯线抵往前面的定位挡板,如果半自动端子机放入定位治具上面,芯线顶住前面的定位挡板治具。脚踩脚踏开关进行打端子作业,在打端子过程中右手大拇指与食指拿线时不可以摆动,避免端压异常,产品不能正常使用,那么端子线束加工过程中出现飞丝、包胶、端子变形等现象产生原因及如何杜绝端子线束在生产过程中不良呢?

端子线束在加工时产生飞丝、包胶、端子变形等现象的原因及改善如下:
1、包胶
产生不良原因:芯线脱芯时未检查挡板放心,脱芯尺寸不标准,超出尺寸下限。
改善对策:脱芯尺寸控制在标准公差内,依端子机定位挡板要求位置放线。
不良影响:端子拉拔力不足,客户超长使用插拔时,芯线脱落推出。
2、包胶过松
产生不良原因:端子机压着参数(包胶高度过高)异常,端子包胶类压着芯线胶皮。
改善对策:工程制定合理的各类端子压着参数,立即停机,机修按正确参数进行调试
不良影响:组装或测试后段过程中,会造成包胶皮脱落不良。
3、飞丝
产生不良原因:作业员放线时,芯线铜丝未放入包芯区,铜丝凌乱个别铜丝未包入包芯区,端子与芯线规格不匹配,芯线铜丝太多无法包入包芯区。
改善对策:压着时先将芯线铜丝理直,放线时芯线铜丝需放入包芯区内,选择与芯线锡格相匹配的端子

不良影响:漏铜丝超过一根将会导致端子拉力不够,端子组装后与相邻端子易有电性火花不良。
以上关于成都线束加工内容就分享到这里,预知更多详情,欢迎继续浏览我公司官网。



